鑫弘祥重力鑄造:消失模鑄造中鑄造毛坯變形的原因-東莞市鑫弘祥金屬制品有限公司
咨詢熱線
15079799960





聯系我們
重力鑄造部:15079799960(郭經理)
翻砂鑄造部:18680079187(方經理)
機加工部:15014881169(陳經理)
郵箱:xin@dgxhxiang.com
網址:http://m.yama-moto-ya.com
地址:東莞市橋頭鎮李屋沿河工業區7號
翻砂鑄造部:18680079187(方經理)
機加工部:15014881169(陳經理)
郵箱:xin@dgxhxiang.com
網址:http://m.yama-moto-ya.com
地址:東莞市橋頭鎮李屋沿河工業區7號
鑫弘祥鋁合金重力鑄造廠 >> 新聞中心 >> 鑫弘祥重力鑄造:消失模鑄造中鑄造毛坯變形的原因
鑫弘祥重力鑄造:消失模鑄造中鑄造毛坯變形的原因
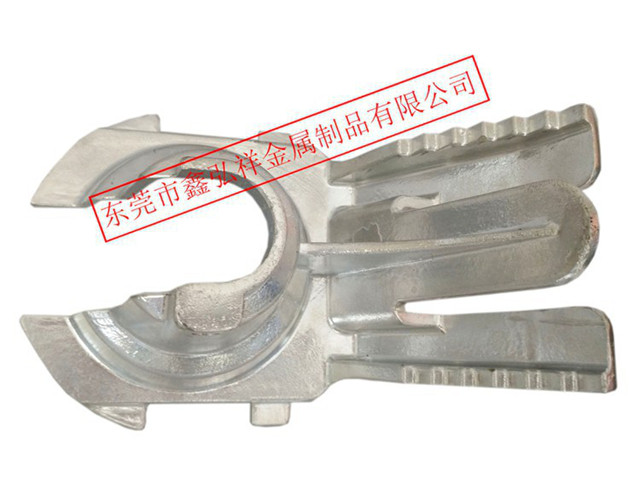
鑄造毛坯變形是消失模鑄造常見的缺陷之一,在機加工時常因為毛坯的尺寸公差及形位公差不符合圖紙要求而報廢,現在就解決毛坯變形的方法做一個分享。1. 成型工序引起白膜變形和解決辦法白膜在成型后取模時,由于有些幾何形狀比較復雜,在起模時因氣壓和水壓的作用,以及手..

市鑫弘祥金屬制品有限公司(http://m.yama-moto-ya.com)位于美麗的廣東省市橋頭鎮,是一家經過全體員工的共同努力,目前已發展成為集研發、生產、銷售于一體的鋁合金重力鑄造加工的內資企業。公司創建以來,擁有從材料、模具設計、砂芯、鑄造、拋丸、熱處理、機加工、表面處理一系列的配套設施。我們可以根據客戶的要求,來樣,來圖進行模具的設計和產品的生產,做出各種毛胚件及成品件。
公司一直以提供優質產品及優質服務作為立足點,具有豐富的鑄造生產實踐經驗和雄厚的技術力量,擁有高級工程師 2 名,工程師 6 名,產品涉及機械配件、建筑五金、汽車零部件、火車零件,家私配件,木工,燈飾,半導體設備機械配件和醫療器械、氣動元件、家居用品等相關領域。我們配備了鑄造機、砂芯機、拋丸機、噴砂機、熱處理機、CNC加工中心,銑床等機械加工設備。檢測中心配備有光譜儀、三坐標測量儀、金相分析儀、硬度測量儀、萬能電子試驗機及粗糙度儀等一整套理化檢測設備。我們的產品經機加工后,產品表面無疏松,夾渣,砂眼等不良現象,目前公司擁有國內客戶包括比亞迪、富士康在內的知名企業,產品遠銷于歐美及中東、日本等國家和地區。深受國內外客戶的認可和好評。
鑄造毛坯變形是消失模鑄造常見的缺陷之一,在機加工時常因為毛坯的尺寸公差及形位公差不符合圖紙要求而報廢,現在就解決毛坯變形的方法做一個分享。
1. 成型工序引起白膜變形和解決辦法
白膜在成型后取模時,由于有些幾何形狀比較復雜,在起模時因氣壓和水壓的作用,以及手工取模時會發生物理拉延變形。
解決辦法是:
(1)模具加工時盡量選用表面涂有特氟隆的模具;
(2)模具拔模角度適當;
(3)使用適當的氣壓;
(4)對于殼體類白模可用膠帶固定;
(5)在粘結組合時做矯正處理。
2.白模烘干時引起白模變形和解決辦法
白模在烘干時,擺放不合理,碼層過高會引起變形。白模烘干時間不合適,引起白模線性尺寸收縮不夠或者收縮過多,在澆注后毛坯尺寸不符合圖紙要求。
解決辦法是:
(1)白模在烘干擺放時使用烘干架子,既不浪費烘房空間,又不使白模變形;
(2)白模烘干有兩個作用,一是烘干白模內部水分,二是使白模內部殘余發泡劑逸出。白模在烘干過程中會引起線性尺寸收縮,模具廠在設計時都留有白模收縮余量,但是不同的產品,同樣的烘干溫度和烘干時間,白模的線性收縮并不一樣,所以不同的產品其烘干工藝不同。制作工藝時,既要照顧白模烘干的兩個作用,又要保證澆注毛坯收縮后的尺寸。
3.白模在粘結組合工序變形的解決辦法
由于白模在成型工序和烘干時會有變形現象的發生,而且白模形狀各異,如果在粘結組合工序不進行控制,則毛坯變形的量很大,占變形原因的80%。
常用的有以下幾個控制方法:
(1)支架木條拉筋控制;
(2)泡沫拉筋控制;
(3)預拉(白模尺寸預拉至毛坯尺寸);
(4)使用矯正粘結特具;
(5)泡沫預壓粘結。
更多重力鑄造信息,請點擊:http://m.yama-moto-ya.com
上一篇:鋁合金重力鑄造中的白點成因
Copyright@東莞市鑫弘祥金屬制品有限公司 All rights reserved.
重力鑄造部:15079799960(郭經理)
翻砂鑄造部:18680079187(方經理)
機加工部:15014881169(陳經理)
郵箱:xin@dgxhxiang.com 網址:http://m.yama-moto-ya.com
地址:廣東省東莞市橋頭鎮李屋沿河工業區7號
相關搜索:鑫弘祥重力鑄造:消失模鑄造中鑄造毛坯變形的原因
 在線客服
在線客服 